
Types de joints de soudage
Cet article est une ébauche concernant le génie mécanique.
Vous pouvez partager vos connaissances en l’améliorant (comment ?) selon les recommandations des projets correspondants.

Dans les opérations de soudage, le type de joint est important car il détermine les débits de matières, les paramètres du procédé de soudage choisi, et éventuellement la préparation des bords des pièces (ex. : chanfreinage)[V 1].
Types de positionnement des pièces[modifier | modifier le code]
Type bout à bout (ou bord à bord)[modifier | modifier le code]
-
 vue en coupe de soudure bout à bout
vue en coupe de soudure bout à bout -
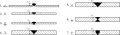
 Représentation d'une soudure bout à bout (tôles chanfreinées en V) : représentation simplifiée (gauche) et représentation symbolique (droite).
Représentation d'une soudure bout à bout (tôles chanfreinées en V) : représentation simplifiée (gauche) et représentation symbolique (droite).


Type de soudage lorsque des pièces à souder (d'épaisseur variable mais souvent égales) sont raboutées bout à bout, sans chevauchement. Si l'on a accès qu'à une face de l'assemblage ou que la pénétration du procédé de soudage choisie n'est pas suffisante, ce type de positionnement nécessitera un usinage préalable des bords (voir : Types de préparation des bords) pour que la racine du cordon de soudure puisse atteindre la face opposée de l'assemblage.
Type à clin (ou à recouvrement)[modifier | modifier le code]

Type de soudage où le bord d'une pièce est fondu sur la surface de l'autre pièce.
Type par transparence[modifier | modifier le code]
Type de soudage permettant d'assembler deux pièces superposées en faisant entièrement traverser le cordon de soudure à travers une des pièces. Ce type de soudage est possible pour les matériaux à faibles épaisseurs (feuille ou tôle fine), mais la forte pénétration du soudage laser peut étendre la gamme d'épaisseur utilisable.


Type en T[modifier | modifier le code]
-
 Vue en coupe de soudure en T (2 cordons)
Vue en coupe de soudure en T (2 cordons) -
 Représentation d'une soudure d'angle symétrique : représentation simplifiée (gauche) et représentation symbolique (droite).
Représentation d'une soudure d'angle symétrique : représentation simplifiée (gauche) et représentation symbolique (droite).


Type de soudage permettant d'assembler des pièces en T.
Type en angle[modifier | modifier le code]

Type de soudage permettant d'assembler des pièces en L, avec un soudage effectué par l'intérieur du L. Comme l'assemblage en T, il ne nécessite généralement pas d'opération de chanfreinage (voir #Chanfreinage des bords), se pratique sans jour et facilite donc les calculs des débits. Par contre, il entraine souvent de fortes déformations. Dans le travail du bois, pour ce type de conformation géométrique, on parle d'assemblage en angle à plat-joint.
Type sur chant (ou à bords relevés)[modifier | modifier le code]

Type de soudage permettant d'assembler des pièces sur chant (sur bords droits ou sur bords relevés). Ce type est adapté aux fines épaisseurs.
Types de préparation des bords[modifier | modifier le code]

Décapage et nettoyage[modifier | modifier le code]
Un décapage et nettoyage des bords à souder est généralement réalisé, le but étant d'éliminer la calamine (ou les oxydations diverses) et les traces de graisses (ex. : liquide de coupe), ou de façon générale tout polluants extérieurs qui perturberons l'opération de soudage en entrainant des défauts.
Chanfreinage des bords[modifier | modifier le code]
Un usinage (chanfreinage) préalable des bords est parfois nécessaire pour permettre au cordon de soudure de joindre ensemble les deux pièces sur toutes leurs épaisseurs, ou simplement d'obtenir l'épaisseur désirée du cordon de soudure afin d'avoir la plus grande résistance mécanique pour le minimum de mise en œuvre.
Il existe 3 formes de chanfreins :
- en V : les faces des chanfreins sont droites et sur la même face de l'assemblage.
- en X : deux chanfreinages en V mais sur les deux faces. L'opération nécessitera donc au minimum 2 passes et d'avoir accès aux 2 faces.
- en U ou en tulipe : comme le chanfrein en V, mais l'usinage est courbe. Ce type de préparation se réalise, généralement, pour de fortes épaisseurs.
Les paramètres géométriques sont :
- le jour ou espace : entre les deux pièces, un espace libre est laissé. Ainsi, il ne peut pas y avoir de doute quand à la pénétration même en cours de soudage. De plus, certaines méthodes de soudage peuvent avoir besoin d'apporter le métal d'apport par la face envers (ex. : soudage de tube de petit diamètre et de forte épaisseur).
- l'angle du chanfrein : souvent 60°, soit 2 fois 30° (par rapport à l'axe milieu du plan de soudure). Cet angle peut varier. On l'augmente pour avoir plus facilement accès au fond du joint (racine), ou le réduire pour limiter l'apport de matière.
- l'épaisseur du talon : le talon est la partie du plan de soudure que l'on ne chanfreine pas. Une préparation sans talon, donc avec une arrête aàvif, favorise le risque d'effondrement du bain de fusion. L'épaisseur choisie, correspond plus ou moins à la pénétration normale du procédé de soudage choisi (souvent 1 à 3 mm pour le TIG)[V 2].
Position de soudage[modifier | modifier le code]
La position du joint au moment (ex. : en corniche ou à plat) de l'opération et le sens de réalisation (montée ou descente) du soudage a une influence sur la tension superficielle du bain de soudure (gravité), la pénétration, et impose souvent des restrictions de procédés, de préparation des bords, et de techniques au soudeur. La norme ISO 6947[S 1] définit les positions pour les essais et les modes opératoire.
Le cordon souhaité, qui peut être décrit géométriquement comme un segment (portion de ligne droite), soit un arc de cercle (complet ou non). La verticalité du cordon impose la prise en compte du sens de soudage, soit montant (réputé lent mais avec une meilleur pénétration), soit descendant (réputé rapide mais avec une faible pénétration).
Le plan de soudage peut être défini comme le plan tangent du cordon de soudure souhaité à l'endroit du bain de fusion au moment de l'exécution de la soudure.
L'accès est l'axe normal au plan de soudage. Cet axe correspond plus ou moins à la position de la torche ou de l'électrode fusible. En réalité, il faut tenir compte de l'accès visuel (pour voir le bain de fusion), de l'encombrement de la torche ou de l'électrode, et si de métal d'apport, de la baguette fusible.
| Dénominations
et descriptions |
Code
ISO |
types d'assemblage décrit | |||
|---|---|---|---|---|---|
| bout à bout
(tôle) |
en angle
(tôle) |
bout à bout
(tube) |
en angle
(tube+tôle) | ||
| Position à plat
accès par dessus vertical, cordon horizontal et plan de soudage horizontal |
PA | Tôles horizontales | Gouttière
(Tôles inclinés à 45°) |
Tubes horizontaux en rotation
(pour maintenir la position, il faut faire tourner les tubes) |
Tôle et tube inclinés à 45°
(pour maintenir la position, il faut faire tourner le tube) |
| Position en angle à plat
accès par dessus à 45°, cordon horizontal et plan de soudage à 45° (en coupe) |
PB | – | Une des tôles est à l'horizontale | – | Tôle horizontal et tube vertical
OU Tôle vertical et tube horizontal (pour maintenir la position, il faut faire tourner le tube) |
| Position en corniche
accès horizontal (sur le coté), cordon horizontal et plan de soudage vertical |
PC | Tôles verticales | Tôles inclinés à 45° | Tubes verticaux
(ou tubes horizontaux si le cordon est une génératrice du cylindre) |
– |
| Position en angle au plafond
accès par dessous à 45°, cordon horizontal et plan de soudage à 45° (en coupe) |
PD | – | Une des tôles est à l'horizontale | – | Tôle horizontal et tube vertical |
| Position au plafond
accès par dessous vertical, cordon horizontal et plan de soudage horizontal |
PE | Tôles horizontales | Gouttière retournée
(Tôles inclinés à 45°) |
(tubes horizontaux si le cordon est une génératrice du cylindre) | – |
| Position verticale (soudage en montant)
accès horizontal (sur le coté), cordon vertical et sens de soudage montant, plan de soudage vertical |
PF | Tôles verticales | Tôles verticales | (tubes verticaux si le cordon est une génératrice du cylindre) | – |
| Position verticale (soudage en descendant)
accès horizontal (sur le coté), cordon vertical et sens de soudage descendant, plan de soudage vertical |
PG | Tôles verticales | Tôles verticales | (tubes verticaux si le cordon est une génératrice du cylindre) | – |
| Position sur tube montante
accès évolutif, cordon vertical et sens de soudage montant, plan de soudage évolutif, on parle de « quart montant » |
PH | – | – | Tubes horizontaux fixes
(la position évolue de PE à PF ou PF à PA) |
Tôle vertical et tube horizontal, ensemble fixe (la position évolue de PD à PF ou PF à PB) |
| Position sur tube descendante
accès évolutif, cordon vertical et sens de soudage descendant, plan de soudage évolutif, on parle de « quart descendant» |
PJ | – | – | Tubes horizontaux fixes
(la position évolue de PA à PF ou PF à PE) |
Tôle vertical et tube horizontal, ensemble fixe (la position évolue de PB à PF ou PF à PD) |
| Tube fixe incliné montante | H-L045 | – | – | Tubes fixes inclinés à 45° | – |
| Tube fixe incliné descendante | J-L045 | – | – | Tubes fixes inclinés à 45° | – |
Représentation symbolique des soudures sur plan[modifier | modifier le code]
-
 Exemple de représentation symbolique d'une soudure. Beaucoup de paramètres sont possible.
Exemple de représentation symbolique d'une soudure. Beaucoup de paramètres sont possible. -
 Symboles complémentaires de soudure (norme ISO 4063) : 1—Soudure périphérique; 2—Soudure sur chantier.
Symboles complémentaires de soudure (norme ISO 4063) : 1—Soudure périphérique; 2—Soudure sur chantier. -
 Symboles de soudure selon la norme ISO 2553 pour les soudures bord-à-bord.
Symboles de soudure selon la norme ISO 2553 pour les soudures bord-à-bord.


Normes et standards[modifier | modifier le code]
- AWS A03.0 : « Termes et définitions standard en matière de soudage »
- ASME B16.25 : « Extrémités à souder bout à bout »
- ISO:
- BS 499-2C : "Termes et symboles de soudage. Symboles européens de soudage à l'arc sous forme de tableau"
Notes et références[modifier | modifier le code]
Notes[modifier | modifier le code]
Normes et standards[modifier | modifier le code]
- Welding and allied processes : Welding positions, (édition d'une norme ISO), ISO, , [lire en ligne]
Références[modifier | modifier le code]
Forums communautaires ou wikis[modifier | modifier le code]
- rocdacier, « Souder avec les positions de la norme DIN EN ISO 6947 », sur Rocd@cier, (consulté le )
Fournisseurs et Entreprises[modifier | modifier le code]
- Max, « Types de joints de soudure pour des performances et une efficacité optimales », sur CNC Machining Service, Rapid prototyping, (consulté le )
- Société PROTEM, « assemblage de tubes bout bout les différents types de chanfreins et comment les réaliser »
 , sur Soufeur.com (consulté le )
, sur Soufeur.com (consulté le )
Voir aussi[modifier | modifier le code]
Articles connexes[modifier | modifier le code]
- Soudage
- Cordon de soudure
- QMOS et DMOS: les procédures normalisés d'essais et de modes opératoires.
Liens externes[modifier | modifier le code]
- soudeurs.com - Comment choisir une préparation de soudure ou d'un assemblage.
- wiki books: Conception du cordon de soudure